高精度な銅加工には
「バリ取り」が不可欠
Deburring
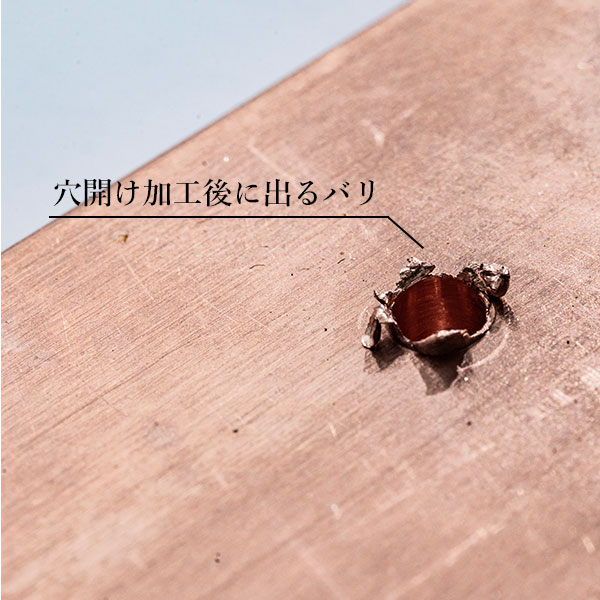
バリとは
切削したり圧力をかけて成形したりする際に、素材が伸びながら引き裂かれていく過程で形成されるものがバリです。優れた電気伝導性を持つ金属である銅、錆びにくい性質をもつステンレス、軽量でありながら強度であるアルミニウムなど、どんな金属にもバリはできてしまいます。バリ取りをせずに放置すると、後の工程でトラブルを引き起こす原因になります。まずはバリにはどんな種類があり、どのようなトラブルを引き起こすリスクがあるのかを見ていきましょう。
バリが発生する主な原因
バリにはいくつかの種類があり、発生する原因もさまざまです。
| バリの種類 | バリが発生する原因 |
|---|---|
| 切削バリ、研削バリ | 切削や研削における機械加工で発生するバリ |
| せん断バリ | せん断やプレスなどの塑性加工で発生するバリ |
| 鋳バリ(鋳造バリ)、プラスチックバリ | パーティング面に発生するバリ |
| 塑性変形バリ(フラッシュバリ) | 鋳造に使う型に発生するバリ |
| 溶着バリ、溶接バリ | 溶接や塗装中に起こる凝固により発生するバリ |
バリが原因で発生するトラブル
バリを放置すると、以下のようなトラブルの原因になります。
<バリが原因で発生するトラブルの例>
- 加工精度や測定精度の低下
- 動作不良や製品故障
- 外観の不良
- ショート
- 作業者のケガや作業効率の低下
バリは本来であれば必要のない突起やトゲです。放置すると製品の精度が低下する原因となり、動作不良やショートといった深刻なトラブルを招くかもしれません。バリ除去を徹底することにより、思わぬトラブルや事故を防げるだけでなく、作業効率のアップによる低コスト化も実現できます。
バリ取りの主な方法
先述したとおり、高品質な銅加工にはバリ取りが必要不可欠です。まずは、工程ごとの仕上がりの違いを画像とともに確認してみましょう。

プレス加工直後
加工時の汚れや凹凸が目立ちます。

AuDeBu使用後
表面がなだらかになり、光沢も確認できます。

ボール盤面取り加工後
バリが取れたことはもちろん、光沢の違いもはっきり分かります。
バリをそのままにしておくことで怪我や部品の破損を招くほか、見た目にも美しくありません。では、具体的にどういった方法でバリ取りが行われるか、使用される主要な機械のご紹介とバリ取りの様子を動画でご紹介いたします。

AuDeBu CX
最大1,500mmの大物ワークにも対応ができます。デュアルコンベアを採用しているため、状況に合わせて2名、あるいはロボットとの共同作業を選択でき、従来機よりも高い生産能力を発揮します。

AuDeBu Mini
従来不可能であった、硬貨・切手サイズなどの小物ワークにも対応。ブラシを3本から4本に増設、またターンテーブル方式の採用により、生産性の大幅UPを実現しています。

AuDeBu BlackLine
酸化被膜除去や溶着ドロス除去に特化。AuDeBu社バリ取り機史上、トップクラスの作業スピードを誇ります。除去ユニットは3種類搭載されており、研磨方式の組み合わせにより難易度の高い除去作業が可能で、手作業と比べて1/10程度の時間で作業を完了できます。
-
 動画で見るバリ取り
動画で見るバリ取り
その他の方法
バリを取るにあたり、方法は多岐にわたります。こちらでは、その代表的なものをいくつかご紹介いたします。
<バリ取り専用機を用いる場合>
- ブラスト
- ウォータージェット
- ショットピーニング
- 液体ホーニング
- バレル加工
- サーマルデバリング
- 砥粒流動加工
- 電解加工・化学的除去

バレル槽に加工物と水・研磨メディア・コンパウンドを入れ、回転や振動を与える「バレル加工」。こちらは、バリ取りのみならず、研磨やエッジ仕上げなどの工程もまとめて済ませられることが利点として挙げられます。一度に大量の加工物を扱えるので、量産に向いているところも特長です。
「ブラスト」・「ウォータージェット」・「ショットピーニング」・「液体ホーニング」はすべて、加工物に水や砂や砥粒などを噴射し、バリを取る方法です。噴射方法やノズルの形状によって、加工する範囲を広くも狭くもできます。穴や溝のような細かい部分の加工や調整ができ、複数の加工物を同時に加工することも可能です。
燃焼によってバリを除去する「サーマルデバリング」は、水素やメタンといった可燃性ガスと酸素を混合した気体を、加工物の入った密閉容器内で加圧しスパークプラグで点火することで、瞬間的な燃焼が発生します。これにより、バリは酸化物となって加工物から脱落。長時間の過熱ではないので、加工物本体は燃焼せず、薄く尖ったバリ部分のみ除去できます。
また、加工物の内部に研磨メディアを押し流す加工方法のことを「砥粒流動加工」といいます。主に穴のバリ取りに用いられ、複雑な形状をした加工物や高硬度材料のバリ取りができます。
バリを溶かして除去する「電解加工」と「科学的除去」は、機械的な加工でないので、2次バリが発生しません。常温での加工ができ、熱による歪みも出ません。いずれも、バリのみをしっかりと除去でき、「電解加工」は処理時間が短く、「科学的除去」は加工物全体の表面を滑らかにできるところがメリットとして挙げられます。
バリ取りに「研磨」や「加工」を加えると
より美しく仕上がる
Polishing
銅や金属の仕上げ方はさまざま
先述したバリ取りに加えて、研磨や加工を加えることにより、さらに美しく仕上がります。銅をはじめ、ステンレスやアルミの仕上げ方は、主に「鏡面研磨」と「鏡面加工」と「ヘアライン加工」などがあります。それぞれの特徴をご紹介します。
鏡面研磨
銅や金属の表面を研磨して、鏡のように仕上げる方法です。「砥粒」と呼ばれる硬度の高い物質を加工物の表面に押し付けてこすり、表面を鏡面に仕上げます。鏡面研磨の方法は、主に以下の3つです。
| 名称 | 方法 |
|---|---|
| バフ研磨 | 綿やフェルトで作られた研磨剤を塗布して研磨する |
| バレル研磨 | 磨石や研磨剤などを混ぜ合わせてドラム型の機械の中で研磨する |
| 電解研磨 | 金属の電解反応を使って金属を溶かしながら仕上げる |

鏡面加工
仕上げの際に研磨せず、加工のみで鏡面を作る方法です。加工物を研磨する鏡面研磨とは異なり、加工と同時に鏡面に仕上げます。鏡面加工の方法は、主に以下の2つです。
| 名称 | 方法 |
|---|---|
| 切削加工 | マシニングセンターや施盤を用いて不要な箇所をカットする |
| 研削加工 | 研削砥石などを使って製品の表面を削り取る |

ヘアライン加工
単一方向への研磨により生成された、髪の毛ほど細く長い筋目を付ける加工のことです。光沢をなくし、つや消しを行なうことで、金属の質感をはっきりさせ、落ち着いた印象、高級感を演出できます。
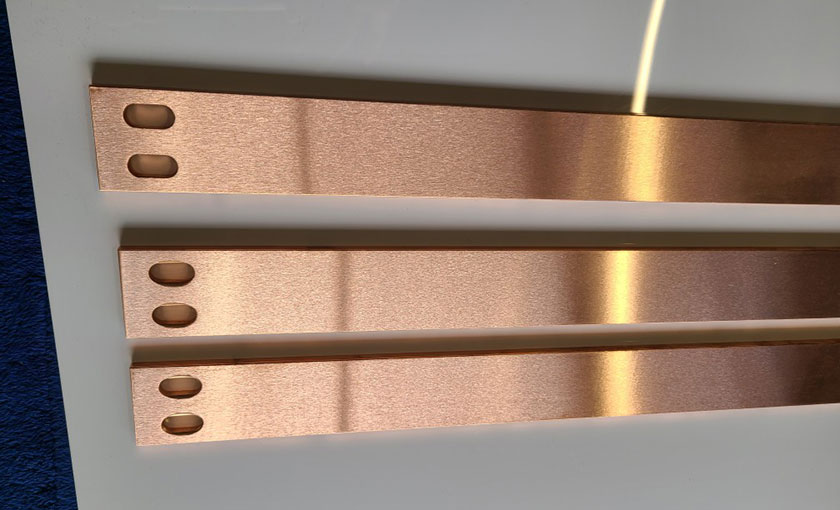
こちらが、ヘアライン加工が施された製品です。細いラインが幾重にも確認できます。
短納期&低コストでも、美しい仕上がりを実現するには

加工の過程で発生するバリ。せっかくの製品も、バリがあるままでは危険かつ見た目にも美しくありません。自社の製品の加工をお考えの方は、仕上げにどこまでこだわりをもって対応してもらえるのか、また、対応するだけの設備を持った業者なのかをご確認ください。
特に、鏡面加工の場合、通常は研磨する工程を「切削」や「研削」で代用しなければなりません。鏡面研磨と比較して技術が求められるため、鏡面加工を依頼する際は、実績が豊富で信頼できる銅加工・金属加工の専門店を利用しましょう。
PICK UP
銅加工.comは丁寧・緻密な
バリ取りで美しい仕上がりの
商品をご提供します!
銅加工.comを運営する株式会社ハタメタルワークスは、創業以来80年にわたり、多くの企業様からお選びいただいている銅加工の専門会社です。オーセンテック社のAuDeBuシリーズや村橋製作所のレジターGBなどをメインで使用し、製品の安全性確保と高品質化を実現しております。短納期かつ美しい銅加工技術をお求めの方は、銅加工.comにご相談・ご依頼ください。